
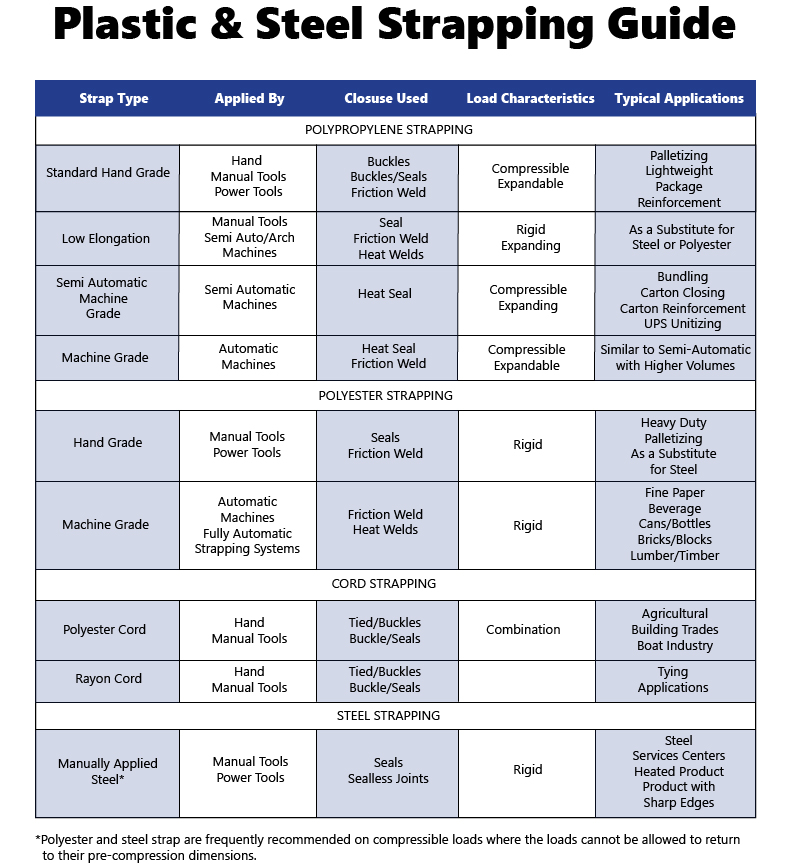
All plastic strapping can be applied manually and sealed with either buckles or seals. Manual application is ideal for low and moderate volume users and requires little investment in tooling. In addition, manually applied strapping is frequently specified in light duty, high volume applications where the cost of an automated system cannot be justified. Polypropylene and polyester strapping can also be applied with battery powered and pneumatic tools using either a friction weld or a mechanical seal. A moderate investment in tooling can frequently be justified by seal and buckle savings in sealless tools.
The next level of application utilizes semi-automatic or automatic machines. When applying strapping with automatic machines, machine grade strapping must be specified.
Machine grade strapping is manufactured under closer tolerances and has minimal camber. Semi automatic (archless) machines have become affordable for even occasional users, and should be specified with semi-automatic strapping for maximum cost effectiveness. Automatic machines can range from operator assisted full arch machines to fully automatic in-line systems.
The general rule in specifying application methods is this:
Up front expenditures in tooling and machinery will increase tension capability, consistency, and joint efficiency, while reducing costs of closures, waste and labor.
COMMON STRAPPING TERMS
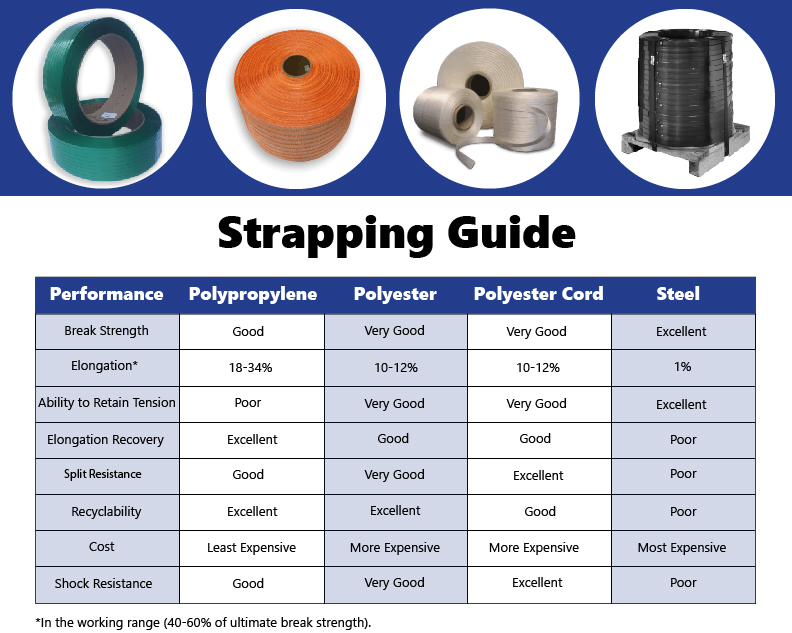
Break Strength: The amount of force, expressed in pounds, required to break the strap.
Camber: Camber is the amount of “twist” or curve in strapping. Camber is not a major factor in manually applied strapping. However, machine grade strapping must be relatively camber free to allow it to travel through the machine’s arch.
Creep: A loss of retained tension, or tension decay, creep is the loss in initial tension that occurs over a period of time.
Elongation: This is the amount of stretch in the strap as force or tension is applied. Elongation is generally expressed in the working range (40-60% of the ultimate break strength).
Elongation Recovery: This is the strap’s ability to recover to its original state after tensioning.
Embossing: Embossing is the textured pattern applied to most machine-direction oriented polypropylene strapping in the manufacturing process. A properly designed and applied embossing pattern will enhance split resistance, improve stiffness characteristics, and increase joint efficiency.
Hand Grade Strapping: Hand grade product is designed to be applied by hand, with manual, battery powered or pneumatic tools.
Joint Efficiency: The total usable strength of strap is only as strong as the joint holding the two ends together. The “joint efficiency” is expressed as a percentage of the total breaking strength of the strap.
Machine Grade Strapping: Machine grade strapping is polypropylene or polyester designed to run through full track, arch machines.
Retained Tension: Retained tension is the strap’s ability to retain its initial tension level after the passage of time. Of all non-metallic, strap polyester will have the highest retained tension, when properly applied.
Semi Automatic Strap: This is a cost efficient strap designed for archless machines. It lacks the stiffness required for full track machines but is an excellent alternative for semi automatics.
Shock Resistance: This is the strap’s ability to stretch and return to its original state without breaking when subjected to sudden impact.
Split Resistance: The strap’s ability to withstand lateral tears.
Thickness: Because of its embossing pattern, strap thickness is a relatively nebulous measurement. A standard ½” machine grade strap can be embossed to a thickness of anywhere between .014 and .030, depending on how deep the embossing pattern is. In an overly embossed strap, the thickness measurement will be greater, and the break strength will be lower.
Specifying By Break Strength
The following general formulas will yield a starting point for how much break strength is needed to strap a product, depending on the application. Ratios apply to total strap break strength, so the required tensile strength must be divided by the number of straps to be applied. In addition, strapping requirements are influenced by many other factors besides weight. The intended use of the strap, handling characteristics, and load characteristics must be factored into the specification. Consequently, packages traveling long distances under adverse conditions will require extra protection.
Carton Reinforcement:A 3 to 1 ratio of total strap break strength to package weight is a good guideline for reinforcement applications.
Palletized Cases:Use the following formula to determine strap break strength on palletized loads:
Pallet Weight x 1.5 / # of Straps = Required Tensile Strength
Unitizing and Bundling: In this application the strap is the package. In order to protect against failure use a 5 to 1 ratio of strap break strength to package weight.

do you have representation in the Baltimore md area.
We ship nationally and have negotiated pricing through UPS. Most orders over $750 ship free.